Electrical Discharge Machining(EDM) is a non-traditional manufacturing technology that uses an arc to remove materials. It is more popular in conductive materials. EDM does not use any tools, drills, or similar shear-cutting tools, but uses electrodes for processing operations. Discharge by immersing workpieces and electrodes into a dielectric solution and power. This machining method is conducive to the machining of complex shapes. Especially the ability of small size, accurate deep holes, micro-processing, and complex characteristics make it popular among various industrial applications.
In this article, we will discuss what is EDM. Detailed introductions to its definition, principles, types, materials, advantages, disadvantages, applications, and comparison with laser cutting.
What is EDM?
EDM is the electrode using continuously moving fine metal wires (called electrode wire), and the pulse sparkling erosion of the workpiece is used to remove metal and cut it into metal. Specifically, EDM uses heat power rather than mechanical forces to remove materials.
Principle of EDM
The working principle of EDM is to use a soft electrode (usually graphite) to produce sparks between the electrode and the target area. It can cause some of the processing parts to evaporate. Most conductive materials can be processed using electrical spark processing. A few exceptions are advanced nickel alloys commonly used in the aerospace industry. However, professional electrode materials and carefully selected processing speed can sometimes allow nickel alloys to process in this way.
EDM machining types
1· Wire EDM:
Wire EDM is used as the electrode to cut the material. The line is usually made of brass or tungsten, and the computer program is controlled to follow the required patterns. This type of EDM is widely used in the production of complex shapes and patterns, especially in the aerospace and medical industries.
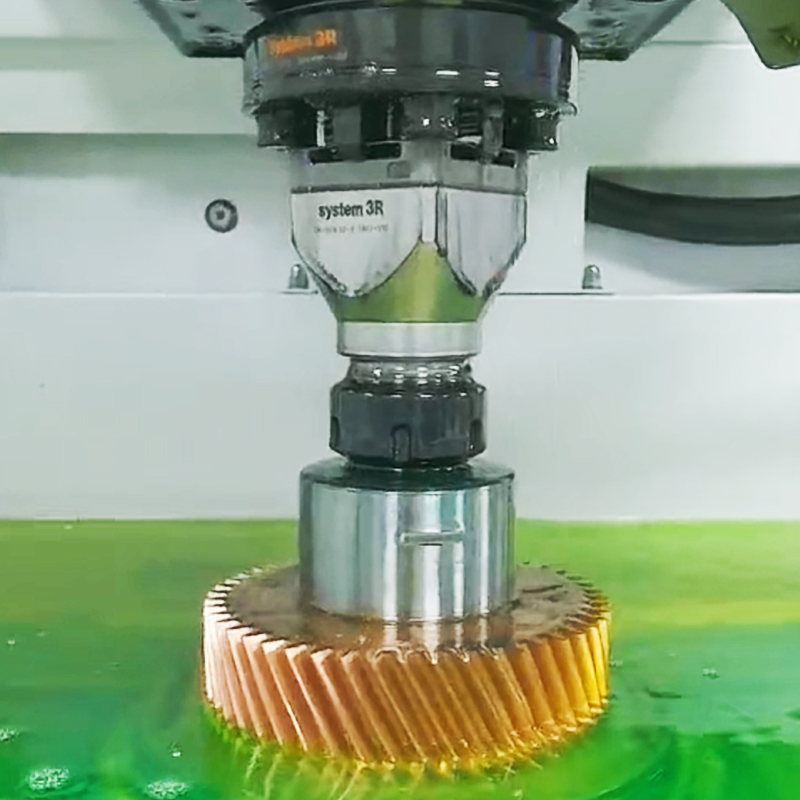
2· Die-sinking EDM:
Die-sinking EDM uses electrodes with the shape of the required pattern to form a corresponding shape on the workpiece through an electrical eclipse. The electrode is put in the workpiece, and the electrode split etching occurs in the medium. This type of EDM is usually used to produce high-precision molds.
3· Hole-drilling EDM:
Hole-drilling EDM is a variant of EDM. The use of hollow electrodes to form deep holes in the workpiece. The electrode rotates and moves at the same time, forming a tubular hole with the same diameter as the discharge.
Comparison of different EDM technology
| Comparison | Wire EDM | Die-sinking EDM | Hole-drilling EDM |
| Machining parts
|
Complex components and detailed exterior contours | Complex 3D shapes | Suitable for small and deep holes |
| Time-consuming
|
Easy to use and time-saving | Same as Hole-drilling EDM | It takes time and the process is long |
| Electrode | fine wire | Custom shaped electrode | Complete electrode shape |
Common materials for EDM
EDM is famous for its multifunctionality of various materials (especially conductive materials). The following is a commonly used material using EDM processing:
- Steel: Including hardening steel and stainless steel, it is famous for its toughness.
- Aluminum: Light but strong, suitable for various purposes.
- Copper: Famous because of its excellent conductivity.
- Brass: A copper alloy that is easy to process.
- Titanium: Titanium is famous for its strength and corrosion resistance.
- Tungsten carbide: extremely hard and wear-resistant.
- Graphite: It is used to manufacture electric spark processing electrodes.
- Silver: It is valued for its heat conduction and conductivity.
- Gold: Commonly used for electric connectors and other precision components.
EDM processing advantages
Advantage:
- High accuracy and accuracy
- Use of unconventional materials
- Create a complex and delicate shape
- Can produce small-sized parts
Disadvantage:
- The processing speed is relatively slow
- The High initial cost of equipment
- Limited workpiece size
Application of EDM
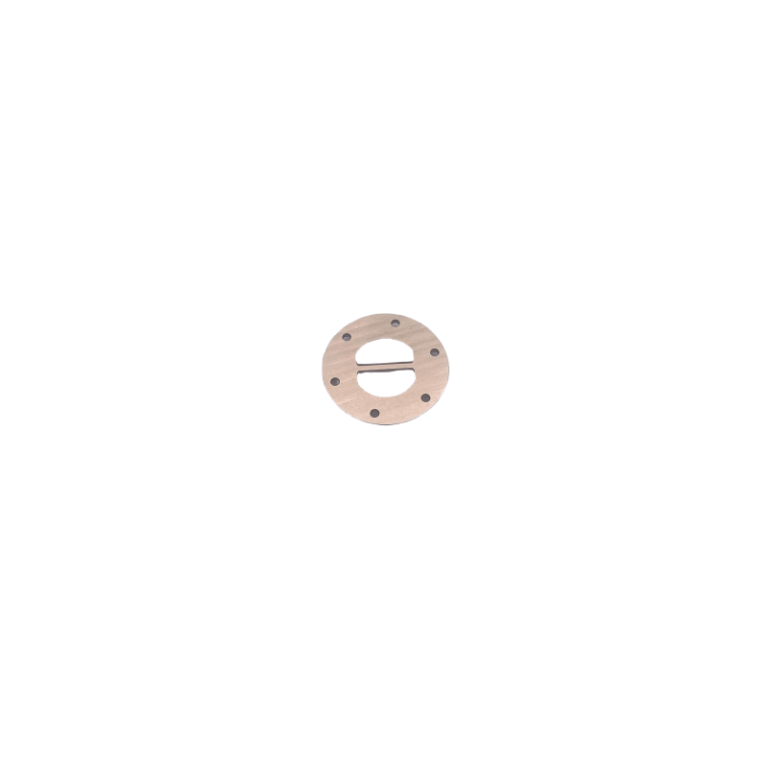
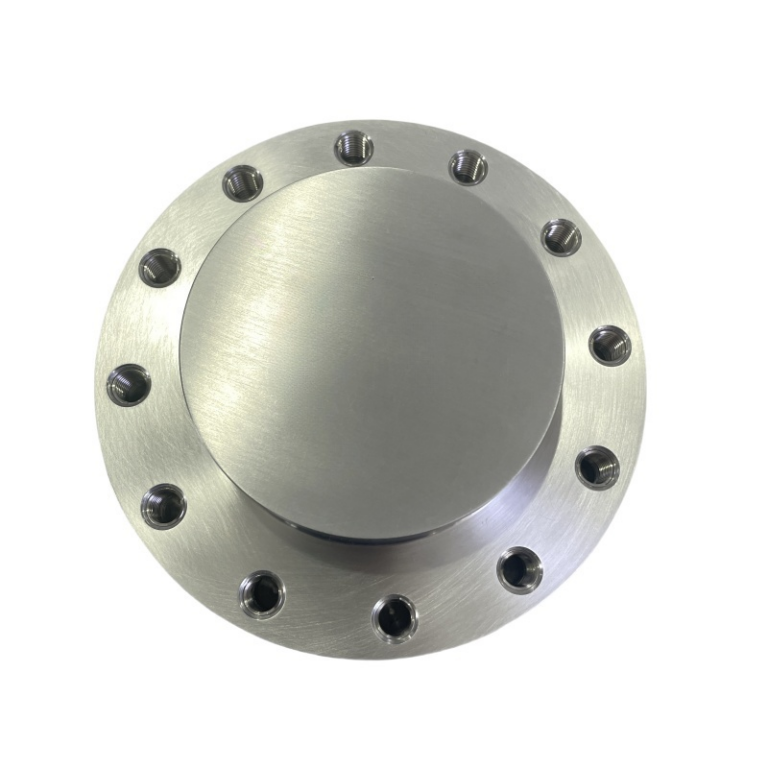
A real example of using EDM manufacturing products
Examples of the industry using EDM and its parts manufactured are as follows:
- The medical industry uses EDM to manufacture implant equipment, including pacemakers, cochlear and nerve stimulators. EDM is also used for hip implantation, spinal fixed devices, and dental implants, such as crown and tooth bridges. Surgical equipment, such as surgery knives and dumplings. Medical equipment molds, such as catheters and brackets.
- In the aerospace industry, EDM is used for processing engine components, landing frame parts, turbine trays, compressed machine disks, and high-grade nickel alloys.
- EDM in the automotive industry to produce thread, oblique gear, engine parts and transmission components, gearbox components, suspension parts, etc.
Comparison of Laser cutting and Wire EDM
1· Cutting method
Wire EDM is a non-traditional cutting method that uses discharge to remove materials from the workpiece. A fine-charged metal wire is used for cutting workpieces and is guided by a computer program that controls the metal wire path. This method is very suitable for complex shapes and hard conductive materials that are difficult or impossible to cut by traditional methods.
Laser cutting uses high-power laser beams to melt, combustion, or vaporize materials. The laser is guided by a computer program and guides the beam along the required cutting path. Laser cutting is suitable for a variety of materials, including metal, plastic, wood, and glass, making it a multi-functional choice for many manufacturing applications.
2· Accuracy and precision
Wire EDM is known for its excellent accuracy, because it uses fine and precise wires, and can even easily cut the hardest materials. This makes it an excellent choice that requires extremely stricter tolerances and complex designs.
Laser cutting provides high levels of accuracy and precision, especially when used with advanced CNC systems. The laser focus beam can be accurately cut with the smallest incision width, thereby achieving complex shapes and fine details. However, laser cutting may not be suitable for high-reflectances or materials with irregular surfaces, because these factors can affect the performance of the laser.
3. Speed and efficiency
Laser cutting is usually faster than Wire EDM. High-power laser beams can quickly cut materials, making it a more effective choice for large-scale production. In addition, laser cutting is a non-contact process, which means that there are no physical tools to contact workpieces, thereby minimizing wear and maintenance requirements.
The running speed of Wire EDM is slow. The line must pass through the workpiece and remove the material layer by layer, which may take longer than the instantaneous cutting movement of the laser. However, Wire EDM is known for its easy cutting of hard and thick material capabilities, which makes it a valuable tool for applications that require high cutting and accuracy.
4. Material compatibility
Wire EDM is particularly suitable for cutting conductive materials, such as tungsten, steel, and titanium. Its non-contact cutting process also makes it suitable for exquisite materials that may be easily deformed or deformed when heated, such as thin metal foil or heating plastic.
Laser cutting can cut widely cut materials, including non-conductive metals, plastics, wood, and organic materials. The high temperature of the laser beam can even evaporate or melt the hardest material, making it a multi-functional choice for many manufacturing applications.
5. Cost and maintenance
The purchase and maintenance costs of Wire EDM machines are often higher than laser cutting machines. Precision parts, such as wires and dielectric hydraulic systems, need to be maintained and replaced regularly to ensure the best cutting performance.
Although the initial purchase cost of the laser cutting machine is high, it usually has low continuous maintenance costs. The laser itself may need to be calibrated and replaced regularly, but the lack of physical cutting tools means that the machine has less wear. In addition, the speed and efficiency of laser cutting can reduce overall production costs, especially for large quantities.
6. Flexibility and versatility
Laser cutting is more advantageous than Wire EDM. The ability of laser cutting multiple materials, coupled with its high speed and high precision, makes it a multi-functional choice for many different applications. In addition, laser cutting can also be used for other processes, such as sculpture, marking, and surface treatment, which further increases its multifunctional.
Conclusion
In general, EDM is very suitable for machining accurate size, micro-processing, and hard conductive materials. At DMTC, we have advanced electric spark processing and mold processing facilities to meet your requirements and industry standards. Our engineers and operators have more than 10 years of experience in engaging in various EDM processing projects. Select your technology and materials, and then send it to us with the EDM design. We will reply to your quotation and how to execute your design.
Common questions and answers
- Can EDM drill a 0.1mm hole?
Yes! The line cutting can drill a hole with a diameter of 0.1 mm or even smaller.
- What are the two most commonly used knife materials for electric spark molding machines?
The two most commonly used knife materials for electric spark molding machines are graphite and copper.
- What is the difference between EDM machining and CNC machining?
Different working principles, EDM is a material on the use of electrical energy erosion. CNC machining is used to cut the material with a tool.